
Instructions










83
PROTIG 161 DC HF
IT
SALDATURA ALL’ELETTRODO RIVESTITO (MODO MMA)
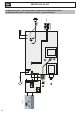
COLLEGAMENTO E CONSIGLI
• Collegare cavi, portaelettrodo e morsetto di terra ai connettori di raccordo,
• Rispettare le polarità e le intensità di saldatura indicate sulle scatole degli elettrodi,
• Sollevare l’elettrodo dal portaelettrodo quando la fonte di corrente di saldatura non è in uso.
INVERTER
WELDER
JOB
A
A
MMA (MMA PULSATO)
Le aree grigie non sono utili in questo modo.
Valori regolabili 0 - 100% -10 / +10 (indicizzato)
MMA PULSATO
La modalità di saldatura MMA Pulsata è adatta ad applicazione in posizione verticale montante (PF). Il pulsato permette di conservare un bagno
freddo favorendo il trasferimento di materia. Senza pulsazione la saldatura verticale richiede un movimento «a pino», altrimenti detto spostamento
triangolare, difcile. Grazie al MMA Pulsato non è più necessario fare questo movimento, a seconda dello spessore del pezzo può essere sufciente uno
spostamento dritto verso l’alto. Se si vuole, a volte, allargare il bagno di fusione, sarà sufciente un semplice movimento laterale simile alla saldatura
a piatto. Questo procedimento offre inoltre una grande padronanza della saldatura verticale.
La regolazione della frequenza di pulsazioneviene fatta premendo e rilasciando il pulsante « F(Hz) » e poi azionando il codicatore incrementale prin-
cipale. Il valore della frequenza aumenta quando il codicatore incrementale viene azionato in senso orario e diminuisce quando viene azionato in
senso antiorario. Una volta che la regolazione è effettuata, è possibile ripremere e rilasciare il pulsante « F(Hz) » afnchè il codicatore incrementale
principale sia di nuovo legato alla regolazione di corrente oppure attendere 2 secondi.
Questa frequenza è compresa tra 0.4Hz e 20Hz in MMA Pulsato. Il passo di incremento varia in funzione dell’intervallo della frequenza :
Frequenza della pulsazione (Hz) Passo d’incremento (Hz)
0.4 Hz - 3 Hz 0.1 Hz
3 Hz - 20 Hz 1 Hz
MMA – Menù avanzato
E’ possibile attivare o disattivare l’Antisticking, regolare la durata dell’Hotstart in MMA e i parametri di corrente fredda in MMA Pulsato.
T_HOTSTART
%I_Froid
%T_PULSE
L’accesso a questi parametri avanzati si ottiene con una pressione prolungata per più di 3 sec.
sul pulsante nchè appare « SET » e poi « UP » che viene visualizzato in modo continuo.
Una volta lasciato il pulsante , posizionarsi con la manopola centrale su «SET» e convali-
dare premendo sul pulsante .
Parametro Descrizione Regolazione
Antisticking (ASt)
Arresto della fonte di corrente in caso di corto-circuito prolungato (2sec) dell'elet-
trodo sul pezzo da saldare e facilitare lo scollaggio dell'elettrodo.
ON-OFF (ON predenito)
T_Hotstart (HSt) Valore della durata dell'Hotstart in secondi 0s - 2sec (0.4sec predenito)
%I_froid (Ico)
Valore della corrente fredda in percentuale della corrente calda (I) (accesso unicam-
nete in MMA Pulsata)
20% - 80% (30% predenito)
%T_Pulse (dcY)
Bilanciamento del tempo di corrente fredda (I) della pulsazione (unicamente in MMA
Pulsata)
20% - 80% (50% predenito)
La selezione del parametro da modicare si ottiene con una pression sul pulsante . Eseguita la modica con la manopola centrale (I), la convalida
si ottiene premendo sul pulsante . L’uscita dal menù avanzato si ottiene selezionando «ESC».