2” SLIP ROLL Model 36698 Assembly & Operating Instructions ® 3491 Mission Oaks Blvd. / Camarillo, CA 93011 Visit our Web site at: http://www.harborfreight.com Copyright 1997 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in any shape or form without the express written consent of Harbor Freight Tools. For technical questions and replacement parts, please call 1-800-444-3353.
Specifications ITEM # Minimum Roll Diameter Maximum Roll Length Maximum Thickness (Steel) Maximum Thickness (Brass) Maximum Thickness (Aluminum) Wire Forming Grooves Weight Overall Dimensions 36698 1” 12” 20 Gauge 18 Gauge 17 Gauge 1/8”, 1/4”, 3/8” 37.4 Lbs. 23” x 6.68” x 9.43” SAVE THIS MANUAL You will need this manual for the safety instructions, operating instructions, and parts list. Put it in a safe, dry place for future reference. Keep your invoice with this manual.
8. USE EYE AND EAR PROTECTION. Use a full face mask if the work you are doing produces metal filings, dust or wood chips. Goggles are acceptable in other situations. Wear a clean dust mask if the work creates a lot of fine or coarse dust. When operating for extended periods of time, use approved ear protection. Safety goggles and ear protectors are available from Harbor Freight Tools. 9. SECURE WORK. Use clamps or a vise to hold the work if possible.
MOUNTING Step 1:Bolt the Slip Roll to a secure work surface using the four holes in the BASE (#25). Step 2:You must purchase your own hardware. Buy four 5/16” bolts, nuts and lock washers, and eight washers. Add 1” to the thickness of your workbench to determine the appropriate length of your bolts. Step 3:Place the Slip Roll in the desired location, making sure that there is enough room for the handle (positioned on the right when looking from the front) to be moved.
ADJUSTMENTS 1. To increase the gap between SHAFT I (#17) and SHAFT II (#18) to allow for varying thickness of materials, screw out the ADJUSTMENT KNOB (#24). To decrease the gap, screw it in. Make sure to adjust both KNOBS an equal amount. See Figure 1. 2. To increase the gap between SHAFT I and SHAFT III (#8) to increase the diameter of your rolls, screw out the ADJUSTMENT KNOB (#4). For smaller diameter rolls, screw the KNOB in. For even rolls, adjust both KNOBS an equal amount.
OPERATION Step 1:Perform all adjustments as required (see ADJUSTMENTS section) depending upon material thickness and whether you are engaging in straight rolls or cones. Step 2:Insert material’s edge between SHAFT I (#17) and SHAFT II (#18). See Figure 3. Step 3:Turn HANDLE (#19) to process material. Step 4:If you are only performing partial rolls and need to remove the material, slide out the SHAFT BUSHING (#11) and pull Shaft I forward. See Figure 4.
Step 5:To form wires, select the smallest groove that you can use and put the edge of that wire on the groove of SHAFT II. Other operations are identical to sheet metal forming. See Figure 5. Step 6:To form rings from wire, process the wire until the end meets the length of the stock. Remove SHAFT I as mentioned above. Cut the stock where the end meets it.
MAINTENANCE Keep rolls free of oil, dirt and grease at all times. Lubricate the gears as necessary by injecting grease through the hole in the OIL CUP (#2). See Figure 6.
PARTS LIST ITEM# 1 2 3 4 5 6 7 8 9 10 11 12 13 14 DESCRIPTION Adjustment Screw Grease Cap Rotating Support Adjustment Knob Left Stand Bushing Flat Key 4x8 Shaft III Handle Bushing Right Stand Shaft Bushing Washer 6 Spring Washer 6 Screw M6x16 Page 9 -- SKU 36698 QTY 1 1 1 2 1 1 2 1 1 1 1 1 1 1 ITEM# 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 DESCRIPTION Bushing Gear Shaft I Shaft II Handle Nut M10 Handle Grip Bolt M10x110 Pin Adjustment Knob Base Washer 10 Spring Washer 10 Bolt M10x20 Bolt M6x6 QTY
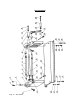
PARTS DIAGRAM Page 10 -- SKU 36698