
Application Guide


redlinetools.com
800.791.7542
192
Endmills - Technical Info
Endmills
- Tech Info
• RedLine HP Variable 4-Flute tools are designed for fast metal removal. We control vibration and chatter
through a unique dampening geometry and can handle faster speeds and feeds.
• Our HP Variable 4-flute tools can be ran wet or dry and can be used in a wide variety of applications, from
roughing and finishing to slotting and pocketing.
• Designed to run in a wide range of materials from cast irons and steels to titanium and high temperature alloys.
• These High Performance tools can be found on pages 43-46, 56.
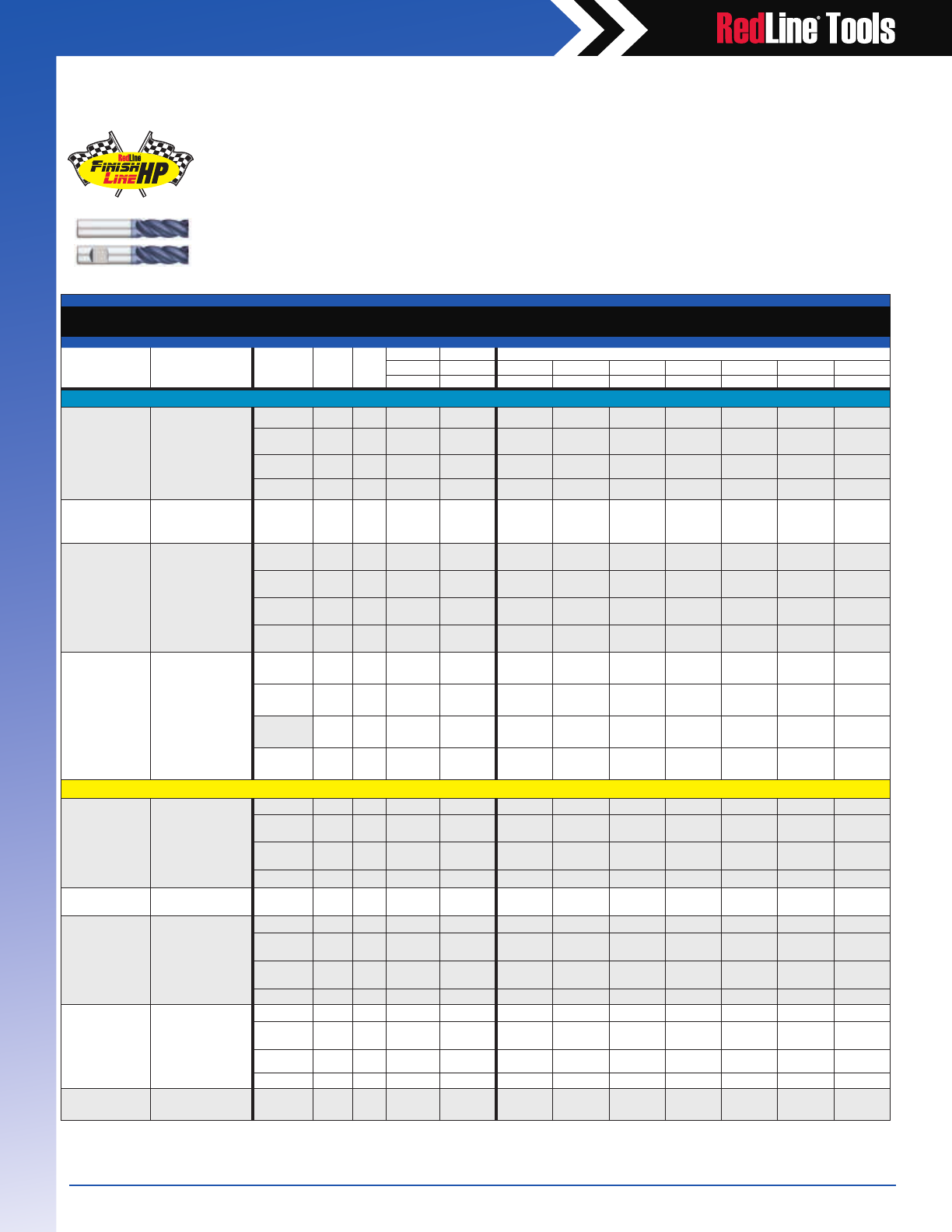
4-Flute, High Performance, Variable Index Endmills, Square,
Corner Radius & Ball End, 38 Degree Helix
HP Variable Index 4-Flute Tools Speeds & Feeds (Cont’d)
Material Grades Cut Type
Axial
DOC
Radial
DOC
Stub/Regular Long/X-Long Feed by Endmill Diameter (IPT)
SFM SFM 1/8 1/4 3/8 1/2 5/8 3/4 1
AlCrNX AlCrNX (.1250) (.2500) (.3750) (.5000) (.6250) (.7500) (1.000)
P - Steels
High Strength Tool
Steel
A2, D2, P20, H11, H13,
S2, 01
Slotting 1 x D 1 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
Rough
1.25 x D .3 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
HEM
2 x D .15 x D 300-360 210-250 .0008-.0016 .0018-.0032 .0024-.0038 .0032-.0056 .0038-.0062 .0048-.0074 .0058-.0082
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
High Strength Tool
Steel > 32 HRC
Reduce SFM by 40% N/A N/A N/A 180-216 126-150 N/A N/A N/A N/A N/A N/A N/A
Low Carbon
A36, 12L14, 12L15,
1005, 1018, 1020,
1108-1119, 1213-
1215, 1513-1518,
4012, 5015,
9310
Slotting 1 x D 1 x D 560-660 400-550 .0004-.0008 .0018-.0020 .0030-.0032 .0035-.0037 .0039-.0041 .0041-.0043 .0054-.0056
Peripheral -
Rough
1.25 x D .5 x D 560-660 400-550 .0004-.0008 .0018-.0020 .0030-.0032 .0035-.0037 .0039-.0041 .0041-.0043 .0054-.0056
Peripheral -
HEM
2 x D .15 x D 560-660 400-550 .0008-.0016 .0036-.0040 .0060-.0064 .0070-.0074 .0078-.0082 .0082-.0086 .0108-.0112
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
Medium Carbon
1040-1095, 1140-
1151, 1330-1345,
1520-1572, 4023-
4063, 4120-4161,
4330-4340, 4620-
4640, 8620-8660,
8740-8750,
6150, 51000, 52100
Slotting 1 x D 1 x D 525-630 380-520 .0004-.0008 .0018-.0020 .0030-.0032 .0035-.0037 .0039-.0041 .0041-.0043 .0054-.0056
Peripheral -
Rough
1.25 x D .5 x D 525-630 380-520 .0004-.0008 .0018-.0020 .0030-.0032 .0035-.0037 .0039-.0041 .0041-.0043 .0054-.0056
Peripheral -
HEM
2 x D .15 x D 525-630 380-520 .0008-.0016 .0036-.0040 .0060-.0064 .0070-.0074 .0078-.0082 .0082-.0086 .0108-.0112
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
M - Stainless Steels
Austenitic
301-304L, 310, 316L,
321, 347
Slotting 1 x D 1 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
Rough
1.25 x D .3 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
HEM
2 x D .10 x D 300-360 210-250 .0008-.0016 .0018-.0032 .0024-.0038 .0032-.0056 .0038-.0062 .0048-.0074 .0058-.0082
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
Austenitic > 32
HRC
Reduce SFM by 20% N/A N/A N/A 240-288 168-200 N/A N/A N/A N/A N/A N/A N/A
Martensitic
403, 410, 416, 420,
430, 431, 440
Slotting 1 x D 1 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
Rough
1.25 x D .3 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
HEM
2 x D .15 x D 300-360 210-250 .0008-.0016 .0018-.0032 .0024-.0038 .0032-.0056 .0038-.0062 .0048-.0074 .0058-.0082
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
Precipitation
Hardening
12/8, 15/5, 17/4, AM-
350/355/363, PH13-
8MO, PH14-8/MO
Slotting 1 x D 1 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
Rough
1.25 x D .3 x D 300-360 210-250 .0004-.0008 .0014-.0016 .0017-.0019 .0026-.0028 .0029-.0031 .0035-.0037 .0039-.0041
Peripheral -
HEM
1.5 x D .10 x D 300-360 210-250 .0008-.0016 .0018-.0032 .0024-.0038 .0032-.0056 .0038-.0062 .0048-.0074 .0058-.0082
Finish N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
Precipitation Hard-
ening > 32 HRC
Reduce SFM by 20% N/A N/A N/A
240-288 168-200 N/A N/A N/A N/A N/A N/A N/A
D = tool diameter. Reduce feed rates by 20% when using long length tools. Starting parameters shown. Speeds and Feeds listed are estimated and will vary by application.