
Manual










Introduction to Programming
Chapter 10
1
0
-
7
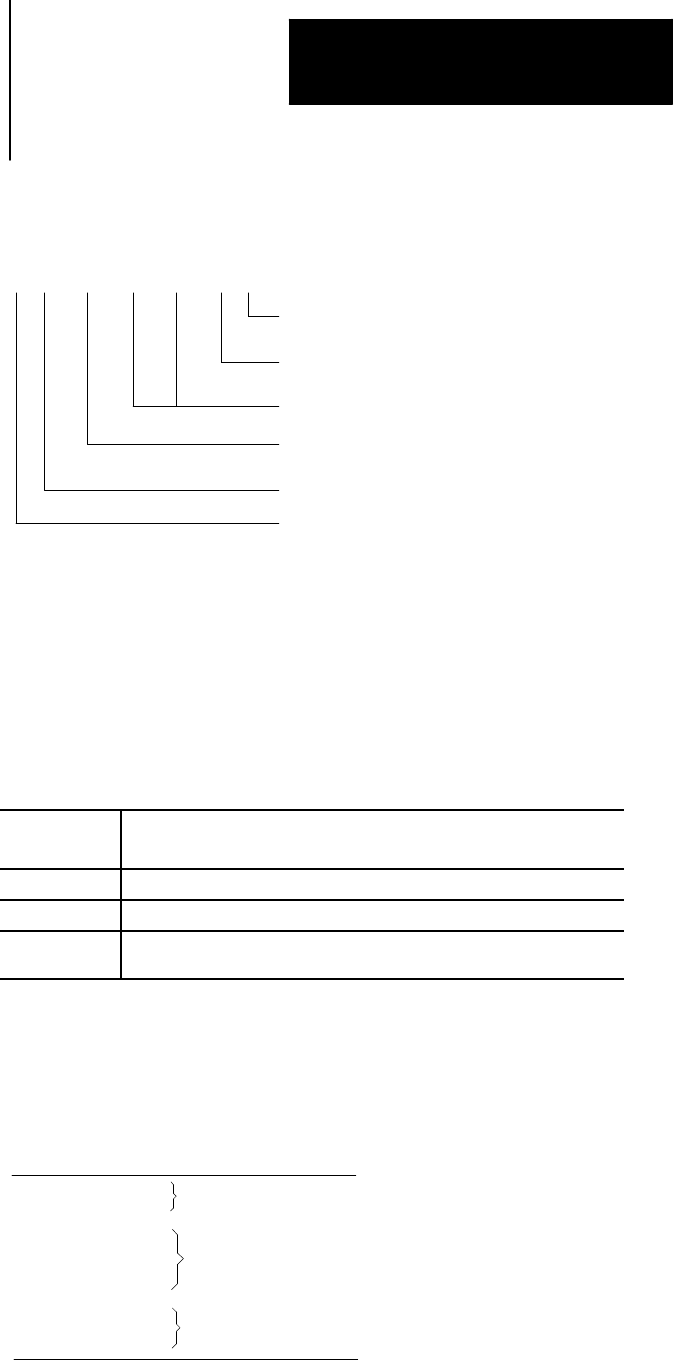
A block is a set of words and characters that defines the operations of the
control. For example:
/ N3 G00 X10. Z10. M3 ;
end of block character
miscellaneous function word
(spindle on forward)
axis movement words
preparatory function word
(rapid positioning mode)
sequence number word
optional block delete character
The 9/Series control sequentially executes blocks in a part program to
conduct the required machining operation.
Important: To make jumps, loops, or calculations within an executing
program or subprogram, use the paramacro features described in chapter
28.
A part program has a:
Part program
section:
Description:
Beginning sets upthe controland themachine to perform theoperations wanted
Middle performsthe machiningoperations
End returns the machine to a safestop position, andpreparing thecontrol for
the next part program
The blocks programmed vary for each section of the program. As an
example, consider the following simple example program.
Example 10.2
Sample Part Program
G91G21;
G00X28.;
G33Z-64.E4.;
G00X5;
Z2.;
M02;
beginning
middle
end