
Manual










Introduction to Programming
Chapter 10
1
0
-
2
7
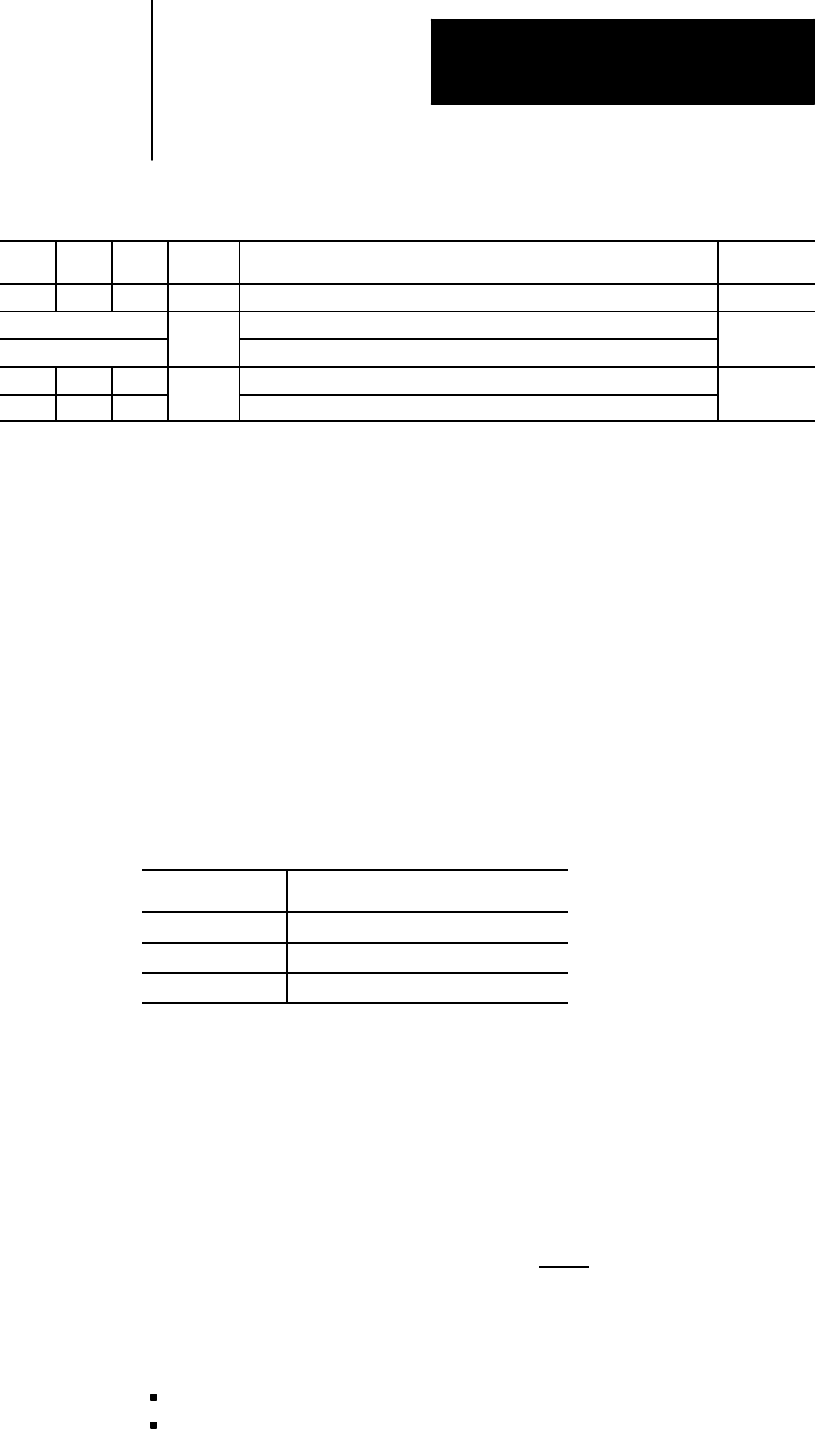
Table 10.E (continued)
G-code Table
A B C Modal Function Type
G99 G95 G95 Feedper revolution mode
G96 17 CSS ON Modal
G97 RPMSpindle Speed Mode
---- G98 G98 10 Initial level returndrilling cycles Modal
---- G99 G99 R-point levelreturn drillingcycles
A set of default G-codes becomes effective at power up, when the control
is reset,or an emergency stop condition is reset. These default G-codes are
selected by your system installer in AMP. These default G-codes can be
seen on the status display screen after power up or control reset.
This section describes the axis integrand words. Integrand words define
parameters that relate to a specific axis for a canned cycle, probing cycle,
or circular motion block, but they are not limited to these operations. For
example, in circular motion blocks the axis integrands are used to define
the center point of the arc being cut.
Your system installer has the option of assigning either I, J, K, or none as
the axis integrand name for a specific axis. This manual makes the
following assumption:
Integrand Name: Axis:
K integrand name for theZ axis
I integrand name for theX axis
J integrandname for theC axis
Important: Refer to your system installers documentation to make sure
the assumptions are true. If this assumption is not true, it is all examples
and formats in this manual that use a I, J, or K need to have their letters
replaced with your system installers integrand words accordingly.
The miscellaneous function is designated with an address M followed by a
2- or 3-digit numeric value. Because many of these are set by industry
standards, they are usually referred to as M-codes.
When a miscellaneous function is designated in a block containing axis
motion commands, the control’s PAL program determines whether the
M-codes:
execute at the same time as the axis motion
execute before the axis motion
10.5.5
I J K Integrand Words
10.5.6
M-Codes (Miscellaneous
Functions)