
Manual










Axis Motion
Chapter 14
14-4
Once the feedrate, F, is programmed it remains effective until another
feedrate is programmed (F is modal). You can override programmed
F-words. For details, see chapter 18.
Example 14.3
Modal Feedrates
Program Block Comment
G91G01X10.Z20.F.1;
F.1 is effectiveuntil
Z35.;
another feedrateis
X40.Z35.;
programmed
Z44.F.3;
F.3 is effective
The feedrate for a multi-axis move is specified as the vectorial feedrate.
The control adjusts the individual axis feeds to obtain the programmed
feedrate. For details on feedrates, see chapter 18.
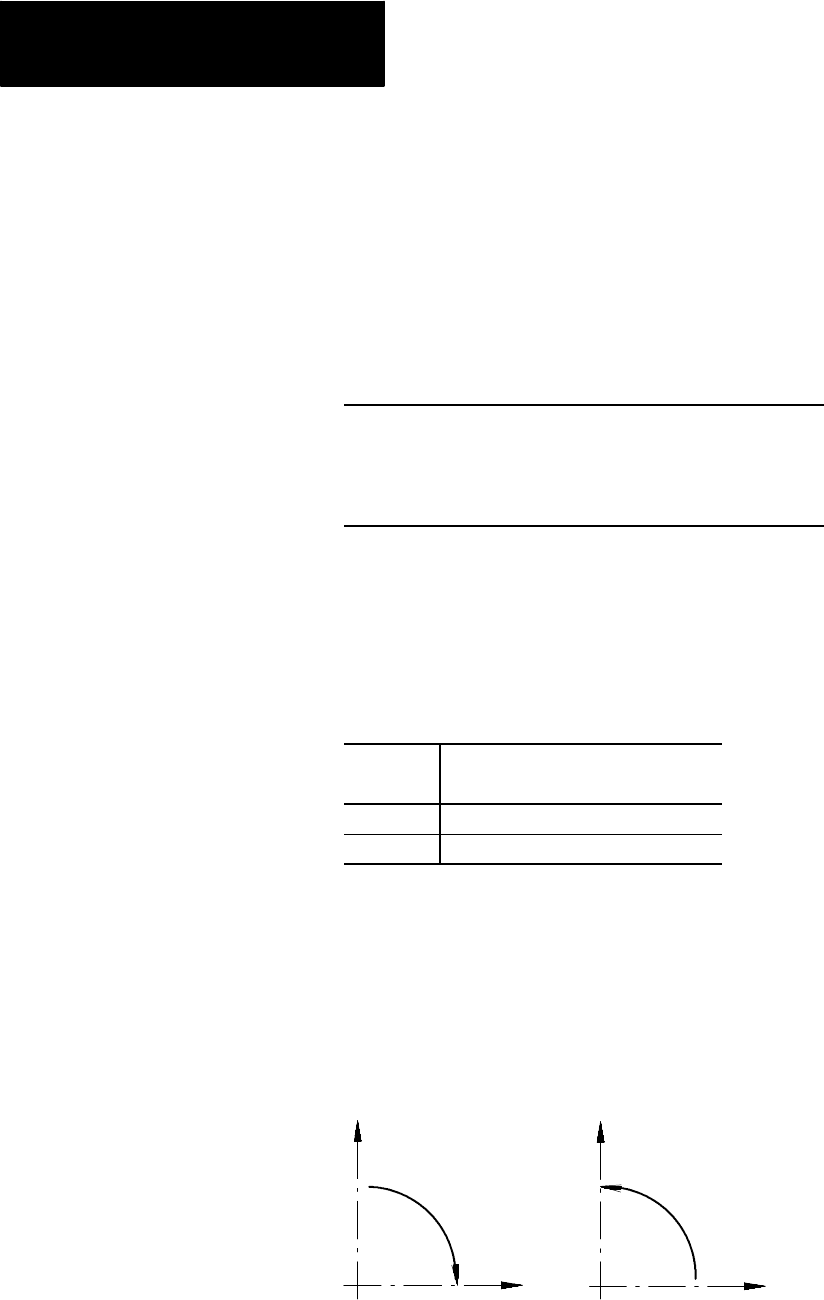
G02 and G03 establish the circular interpolation mode.
In this
mode:
The tool:
G02 moves alonga clockwisearc
G03 moves alonga counterclockwisearc.
Figure 14.3 shows clockwise and counterclockwise orientation relative to
the positive X and Z axes.
Figure 14.3
Circular Interpolation Direction
G03
(counterclockwise arc)
X
Z
X
Z
G02
(clockwise arc)
14.1.3
Circular Interpolation Mode
(G02, G03)