
Manual










Chapter
1
8
18-1
Programming Feedrates
This chapter describes 9/Series control feedrates, including special AMP
assigned feedrates and automatic acceleration/deceleration.
For information about: See page:
Feedrates 18-1
Special AMP-assignedFeedrates 18-8
Automatic Acceleration/Deceleration 18-10
Feedrates are programmed by an F-word followed by a numeric value.
You can enter feedrates in a part program block or through MDI. They
become effective in the block in which they are programmed and apply to
all G01, G02 and G03 axis motion. If the block requires rapid traverse
motion (G00), the programmed feedrate is ignored for that block, but is
stored in control memory as the active feedrate.
Feedrates are modal. They remain active in control memory unless
replaced with a different feedrate programmed with an F-word.
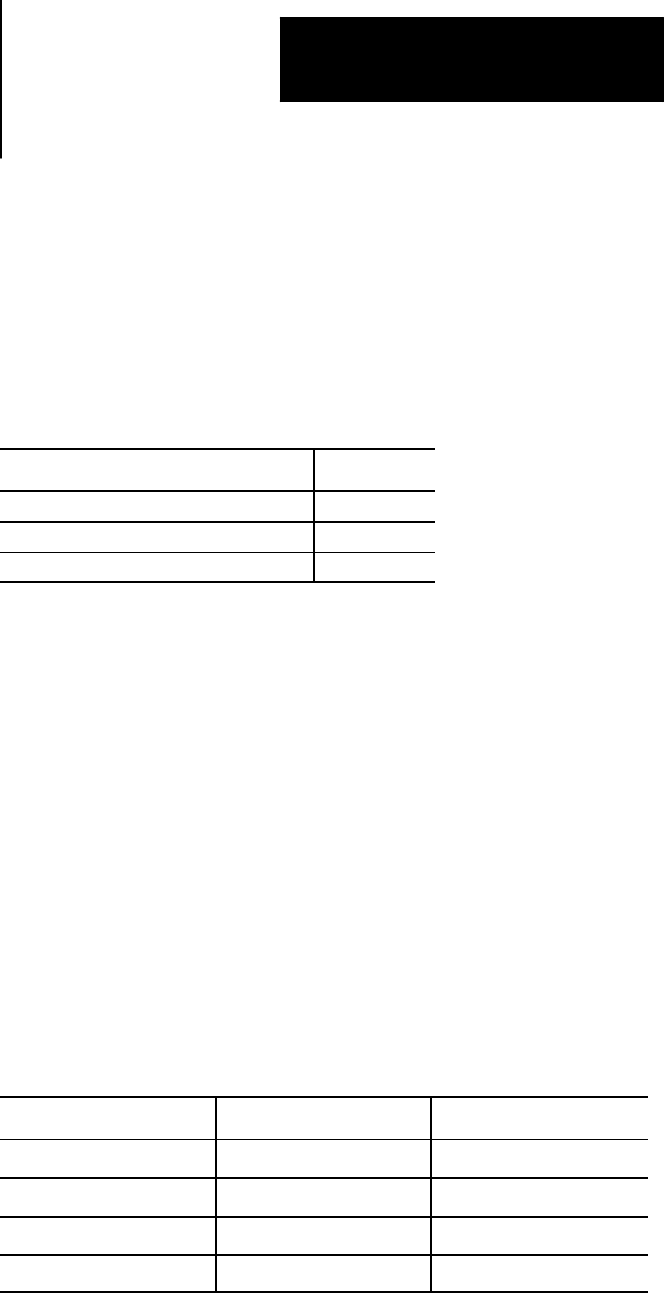
Feedrate modes are either G95 (cutting tool distance per workpiece
revolution) or G94 (cutting tool distance per minute). Table 18.A shows
the possible feedrate units depending on axis type.
Table 18.A
Feedrate Units
Active G-code Linear Axis Feed RotaryAxis Feed
G71 and G94 millimeters/min. degrees/min.
G71 and G95 millimeters/rev. degrees/rev.
G70 and G94 inches/min. degrees/min.
G70 and G95 inches/rev. degrees/rev.
Feedrates for linear and circular interpolation are “vector” feedrates. All
axes move simultaneously at independent feedrates so that the rate along
the effective path is equal to the programmed feedrate. See Figure 18.1.
18.0
Chapter Overview
18.1
Feedrates