
Manual










Programming Feedrates
Chapter 18
18-2
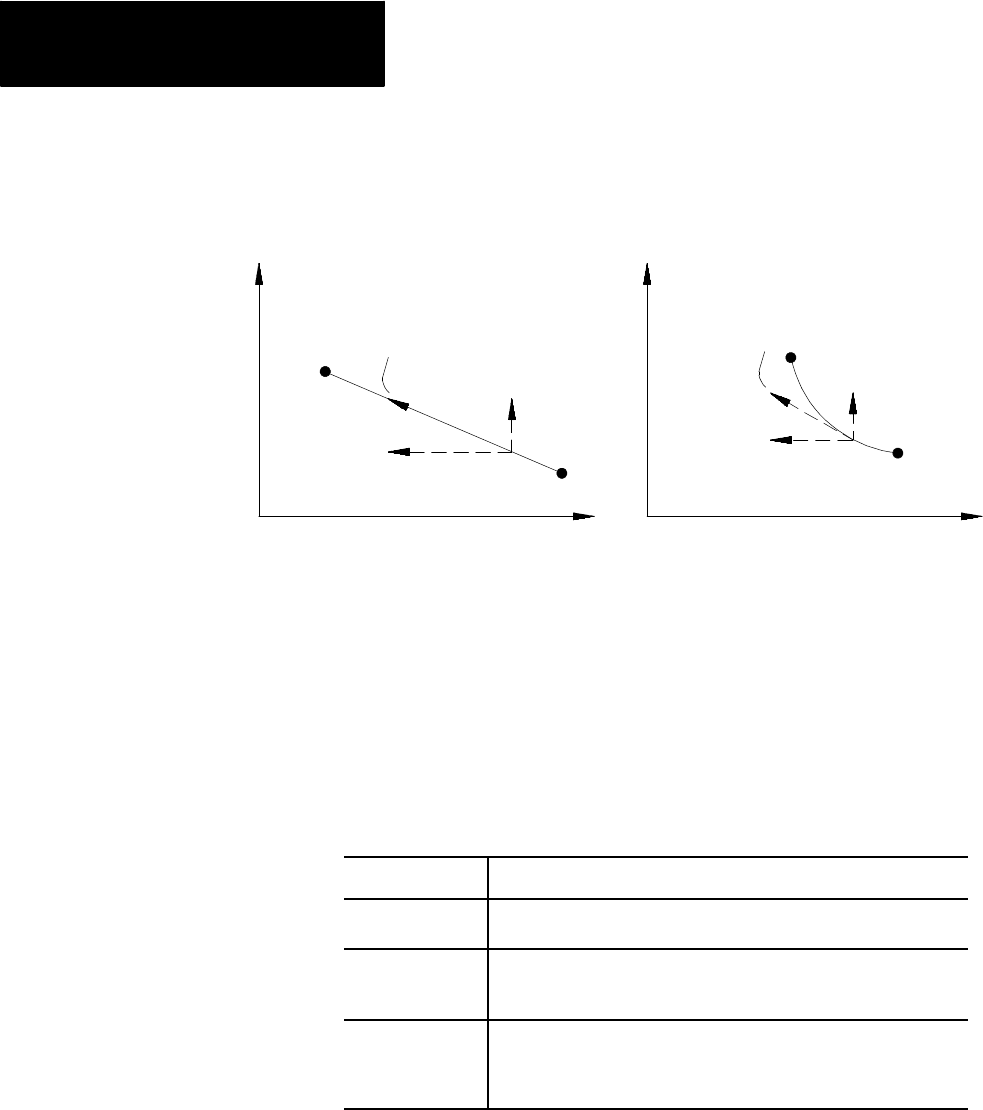
Figure 18.1
Programming a Tangential Feedrate
Z Z
X X
Linear interpolation Circular interpolation
programmed
feedrate
X axis
feedrate
start
point
Z axis
feedrate
end
point
programmed
feedrate
end point
X axis
feedrate
start
point
Z axis
feedrate
For example, if a feedrate is programmed as F100.0 millimeters per
minute, and a linear move is made from X0, Z0 to X10, Z10, the feedrate
along that 45 degree angular path would be 100.0 mmpm. The actual
feedrate of each axis is approximately 70.7 millimeters per minute.
When the cutting tool is offset from a programmed path (as in the case of
TTRC), the programmed feedrate is applied to the center of the tool radius
for all linear and outside arc paths.
For these paths: The result:
linear is not significant becausethe speedof the tooltip relative to the part
surface remains the sameas theprogrammed feedrate.
outside arc speed of the tool tiprelative tothe part surfaceis lessthan the
programmed feedrate. This generally causesno problemand so the
control doesnot take correctiveaction.
inside arc speed of the tool tiprelative tothe part surfacewould be greater than
the programmed feedrate. Since thiscould causeexcessive tool
loading and poor cuttingperformance, the 9/Seriescontrol
automatically takescorrective action.
18.1.1
Feedrates Applied During
TTRC