
Manual










Programming Feedrates
Chapter 18
18-5
Since the G95 code is modal any F-word designated in any block after the
G95 is considered a feed distance per spindle revolution until a G94 is
executed.
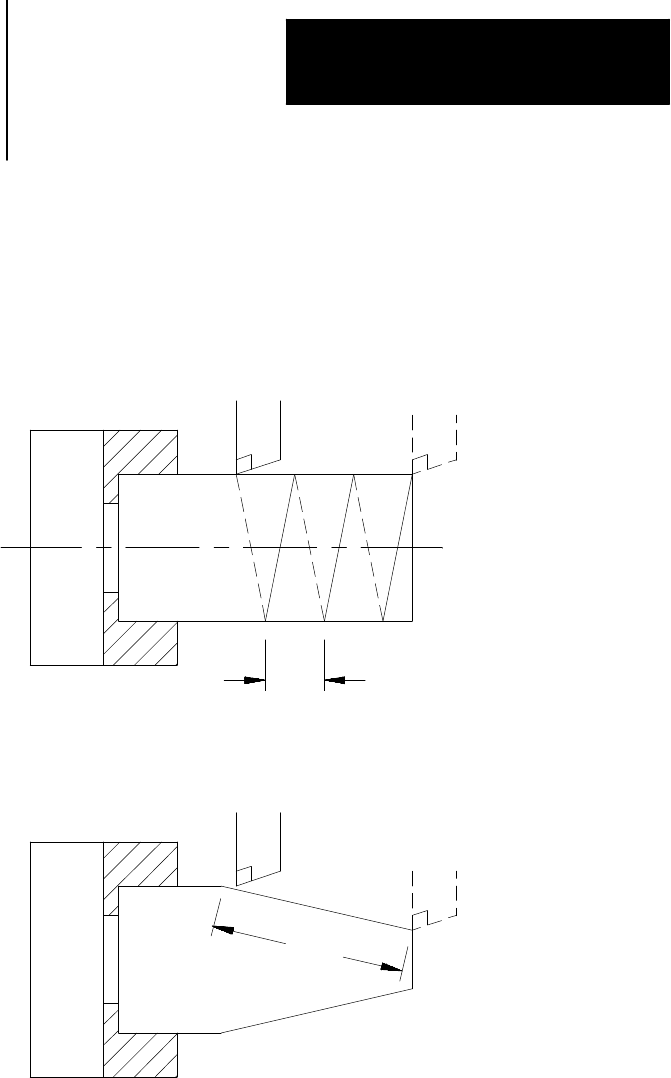
Figure 18.4
Feed Per Revolution Mode (G95)
Chuck
Workpiece
C
u
t
t
i
n
g
t
o
o
l
F
“F” is the distancethe toolmoves per
revolution of the workpiece.
Cutting tool
B
Chuck
Workpiece
A
If G95 F.2 is thefeedrate, the tool moves from
A to B in 100revolutions of theworkpiece.
20.0