
Manual










Tool Tip Radius Compensation (TTRC)
Function
Chapter 21
21-5
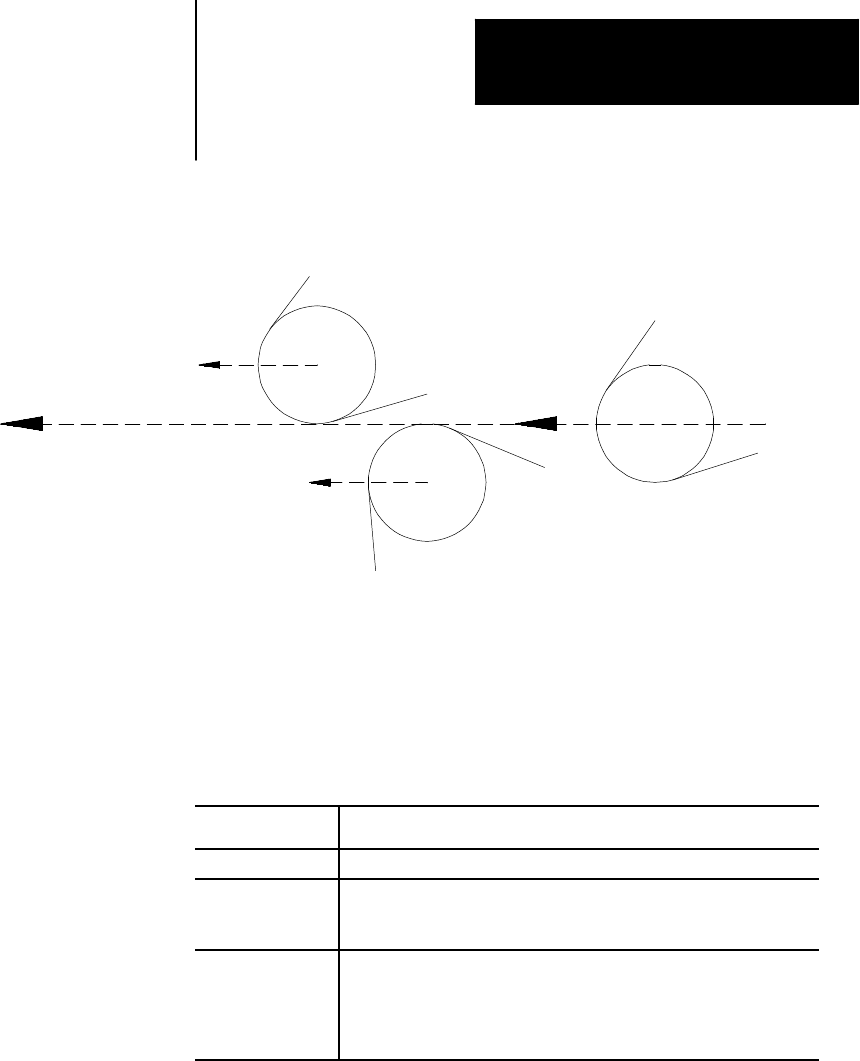
Figure 21.3
TTRC Direction
G42; Compensation
right
G41; Compensation
left
G40; Compensation
cancel
Programmed tool path
and direction
Important: The TTRC function is not available during any of the thread
cutting cycles. TTRC must be canceled before any threading routine can
be performed.
Program the TTRC function with this format:
G41(or G42)X ___ Z ___ T ___ ;
Where : Is:
G41(or G42)
TTRC direction, G41=left, G42=right
X, Z
End-point of entry moveinto TTRC. Program anentry move only on
axes inthe currentlyactive plane. Axis motion must takeplace in
order for TTRCto beactive onan axis.
T
Designates theoffset numbersand pullsdata: 1) from thewear and
geometry tablesfor the tool radius, and 2)from thegeometry table for
tool orientation. See chapter20 forinformation on programming a
T-word. The T-word isoptional inthe G41or G42 blocks. The T-word
may alsobe designatedin anyprevious orfollowing programblock.