
Manual










Tool Tip Radius Compensation (TTRC)
Function
Chapter 21
21-7
Important: The TTRC feature is not available for any motion blocks that
are programmed in MDI mode. See page 21-30. The TTRC mode can be
altered by programming either G41, G42, or G40, or the tool radius can be
changed in an MDI program. However, none of the tool paths executed in
MDI will be compensated. Any changes made to TTRC are not applied
until the next block executed in automatic mode.
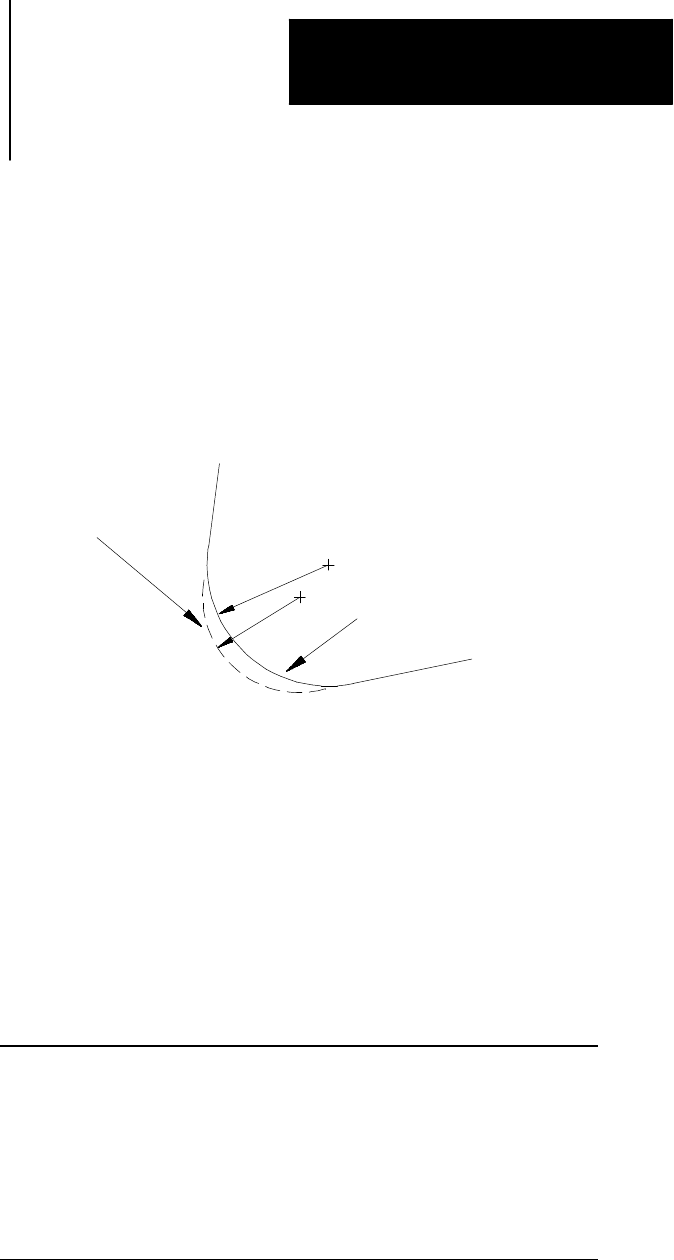
Figure 21.4
Tool Radius Wear
WEAR =R’ -R
Cutting edge before
tool wear
Worncutting
edge
R’
R
G40 (TTRC cancel) is active when power is turned on, when E-STOP is
reset, when the control is reset, or when an M02 or M30 end-of-program
block is executed.
Example 21.2
Tool Tip Radius Compensation Sample Path
Assume: T01 = 5mm tool radius total from both geometry and wear tables.
Also assume a tool orientation of 0.
Program Block Comment
N1G00G42X30.Z35.T01; rapid to start and set TTRC right
N2G01Z52.F.1.; feed move to Z52
N3G03Z68.R15.; arc of radius15
N4G01.Z95.; feed move to Z95
N5Z102.X18.; feed moveto Z102X18
N6G40X0Z0; exit TTRC
N7 M30 endof program