
Manual










Tool Tip Radius Compensation (TTRC)
Function
Chapter 21
21-9
The generated block between the two tool paths can be programmed as
linear or circular with these G-codes:
G39(or G39.1);
Where : Causes:
G39
linear transitionblocks. If neither G39 or G39.1is programmed, G39
is thedefault. This commandis modal.
G39.1
circular transitionblocks. When cuttingstraight line-to-arc or
arc-to-straight line moves, the generated block will alwaysbe linear,
and the G39.1 will be ignored. This commandis modal.
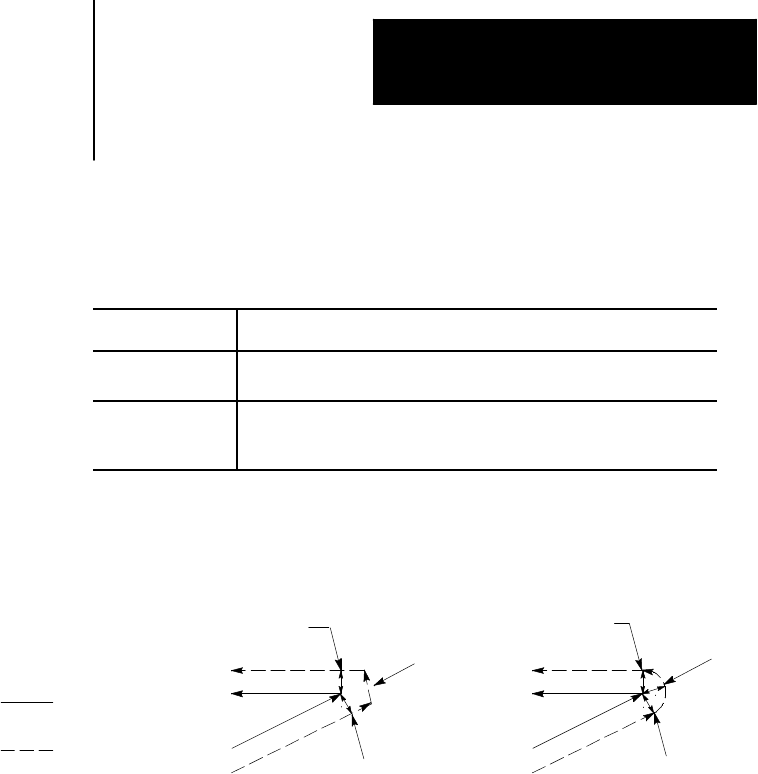
Figure 21.6
TTRC Generated Blocks (G39 vs G39.1)
G39 (Linear generated block)
End of
1st cut
Start of
2nd cut
r
r
r
block
generated
1st cut
Start of
2nd cut
G39.1 (Circular generated block)
r
r
r
Linear
block
generated
Circular
r
Programmed
path
G42Tool path
Tool radius
r =
End of
G39 or G39.1 can be programmed in any block. However, they must be
programmed in or before the block that causes a TTRC generated block.
Important: For linear generated blocks, your system installer can define a
minimum block length in AMP. If the generated move length is less than
the system-defined minimum block length, no generated block is created.
The tool path proceeds to the intersection of the two compensated paths. If
the generated move length is equal to, or greater than, the system-defined
minimum block length, a generated block is created.
Throughout this chapter, we show drawings where a generated block is
created. Both G39 and G39.1 are shown in these drawings where
applicable.