
Manual










Single-PassTurning Cycles
Chapter 22
22-5
G20 Taper O.D. and I.D. Roughing
A G20 block that includes an I-word generates a turning pass that produces
a taper.
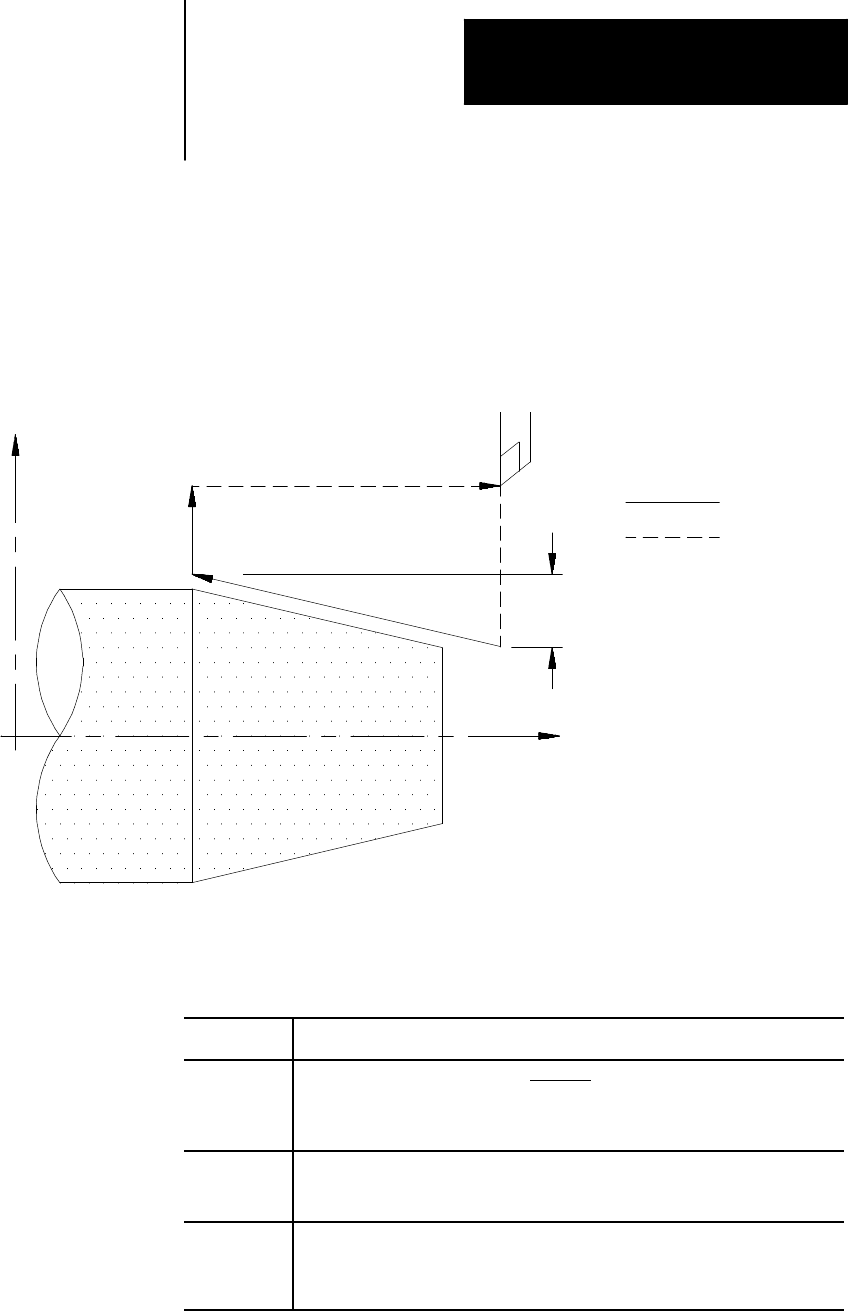
Figure 22.3
G20 Taper Cutting Cycle
Cutting feed
Rapid feed
I
Z
X
The format for the G20 single-pass cycle to cut a taper is:
G20X__Z__I__;
Where : Is :
X__ the depthof cut for the Xaxis at theend point of thecutting moveinto thepart.
In incremental mode specifythe amount of infeed, inabsolute modespecify the
coordinate position at the desired depthof cut. X may beprogrammed aseither
a diameter or radius value.
Z__ the lengthof cut along theZ axis. In incremental modespecify theamount of
feed across the part, inabsolute modespecify thecoordinate positionof the end
point of the cutting stroke.
I__ the amount of changein thedepth of cut for theX axis. I is alwaysan
incremental radiusvalue. Figure 22.4shows therelationship betweenthe sign of
the I value andthe waythat the cycleis performed. The controladds thevalue
of I to the X depthto determinethe start point of thecutting pass.