
Manual










Compounding Turning Routines
Chapter 24
24-4
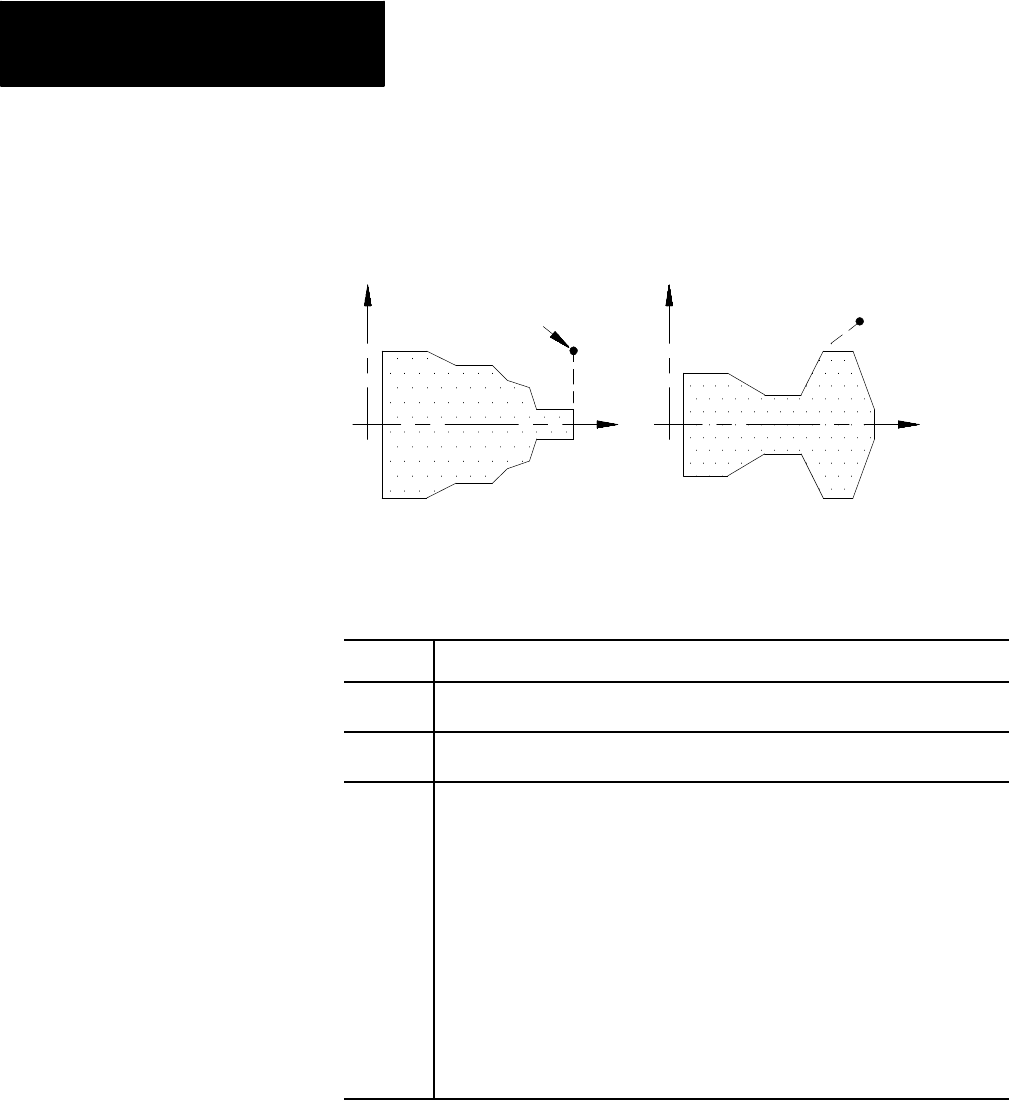
Figure 24.2
Workpiece Finish Contour Case 1 and Case 2 (G73)
X
Start Point
Z
X
Start Point
Z
Case 1
Case 2
The G73 block is programmed with this format:
G73P__Q__U__W__I__K__D__R__F__S__T__;
Where : Is :
P__ thesequence number (N-word) of thefirst block inthe set of contour blocksthat
define the final contour.
Q__ thesequence number (N-word) of thelast block inthe set of contour blocksthat
define the final contour.
U W determinethe finishingallowance that isleft on thepart when theroutine is
completed. This finish allowanceis typicallyremoved laterin the program whena
G72 finishing routine block is executed. The actualvalue of the finish allowance is
equal tothe averageof the Uand Wparameters (U+W)/2. It is not necessaryto
enter bothof these parametersin thecalling block. If only oneis entered, thecontrol
uses half of theentered parametervalue asthe finish amount. The finishallowance
is optionaland doesnot need tobe programmed. See Figure24.3 todetermine the
sign of U and W. U and Ware alwaysprogrammed asincremental values.
Important: This manualmakes theassumption that Uand Ware assignedin
AMP asthe incrementalaxis namesthat correspond tothe Xand Zaxes
respectively.
Important: The value assigned to U isaffectedby radius/diameter mode
(G08/G09). W is not affected byradius diameter mode. If programming in diameter
mode the value of the finishallowance isreally ((U/2)+W)/2.