
Manual










Compound Turning Routines
Chapter 24
24-19
Where : Is :
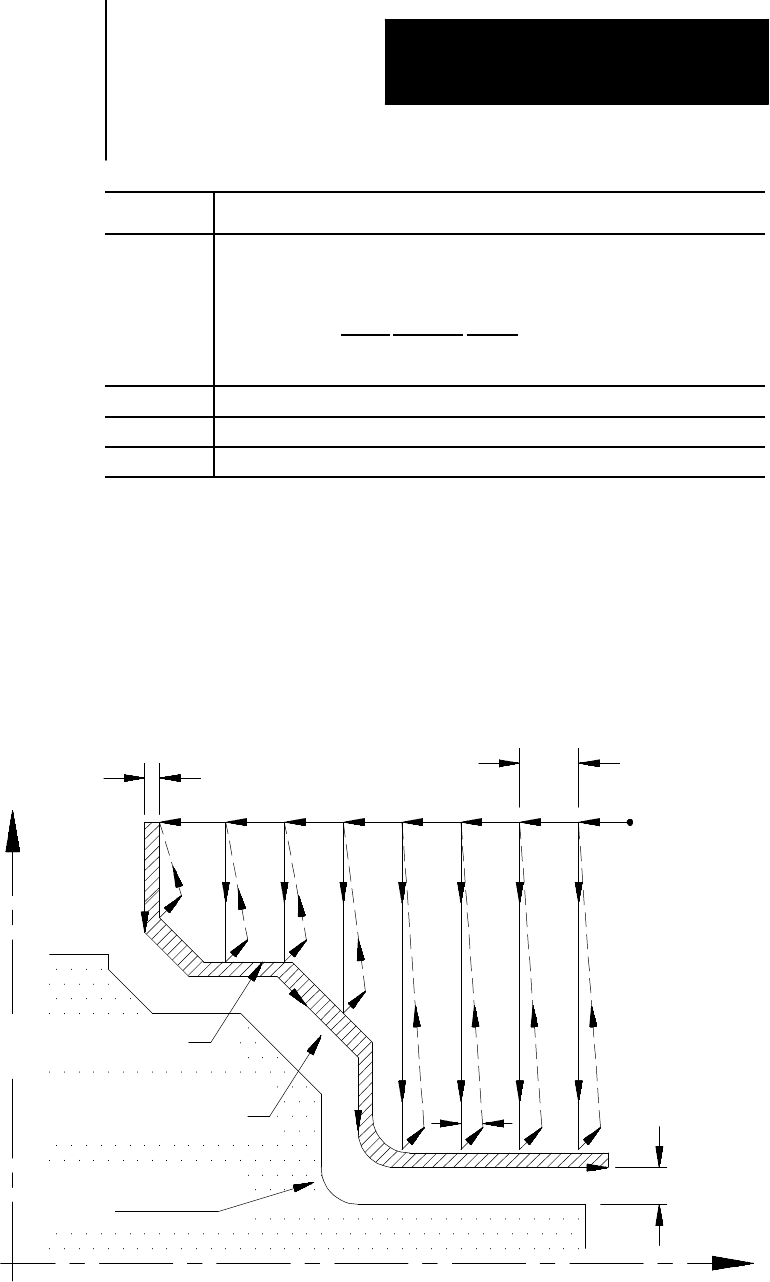
R__ used toprogram the retract amount madeafter eachrough facingpass. This
retract amount is anincremental, radius valuemeasured parallelto theZ axis.
Case 1 operations retract at a45 degreeangle to the Z axisand Case2
operations retract parallelto theZ axis. This doesnot affect theprogrammed
value of R, as R isalways measured parallel toZ. If no valuefor R is
programmed then the control uses avalue forthe retract amount set inAMP by
the system installer.
F: Active feedrate during the routineonly (see chapter 17)
S: Spindle speed during the routineonly (see chapter 16)
T: Tool numberand tooloffset tobe usedduring the routine only (see chapter19)
Important: Any F-, S-, or T-words that are in the set of contour blocks are
ignored when the routine is executed. If programmed in the G74 block
these words replace any previously active modal F-, S-, or T-words for the
remainder of G74 routine operation only. When the G74 routine is
completed the previously active modal F-, S-, and T-words are reactivated.
Figure 24.14
Parameters for G74 Rough Facing
Start point
(I+K)/2
D
Shape after roughing
Shape after roughing
and final pass
Workpiecefinished
shape
X
Z
(U+W)/2
R