
Manual










Thread Cutting
Chapter 25
2
5
-
1
2
The G34 code programs the variable lead thread cutting mode. It is
programmed almost identically to the G33 thread cutting mode with the
addition of a K-word used to program the amount of lead variation per
revolution.
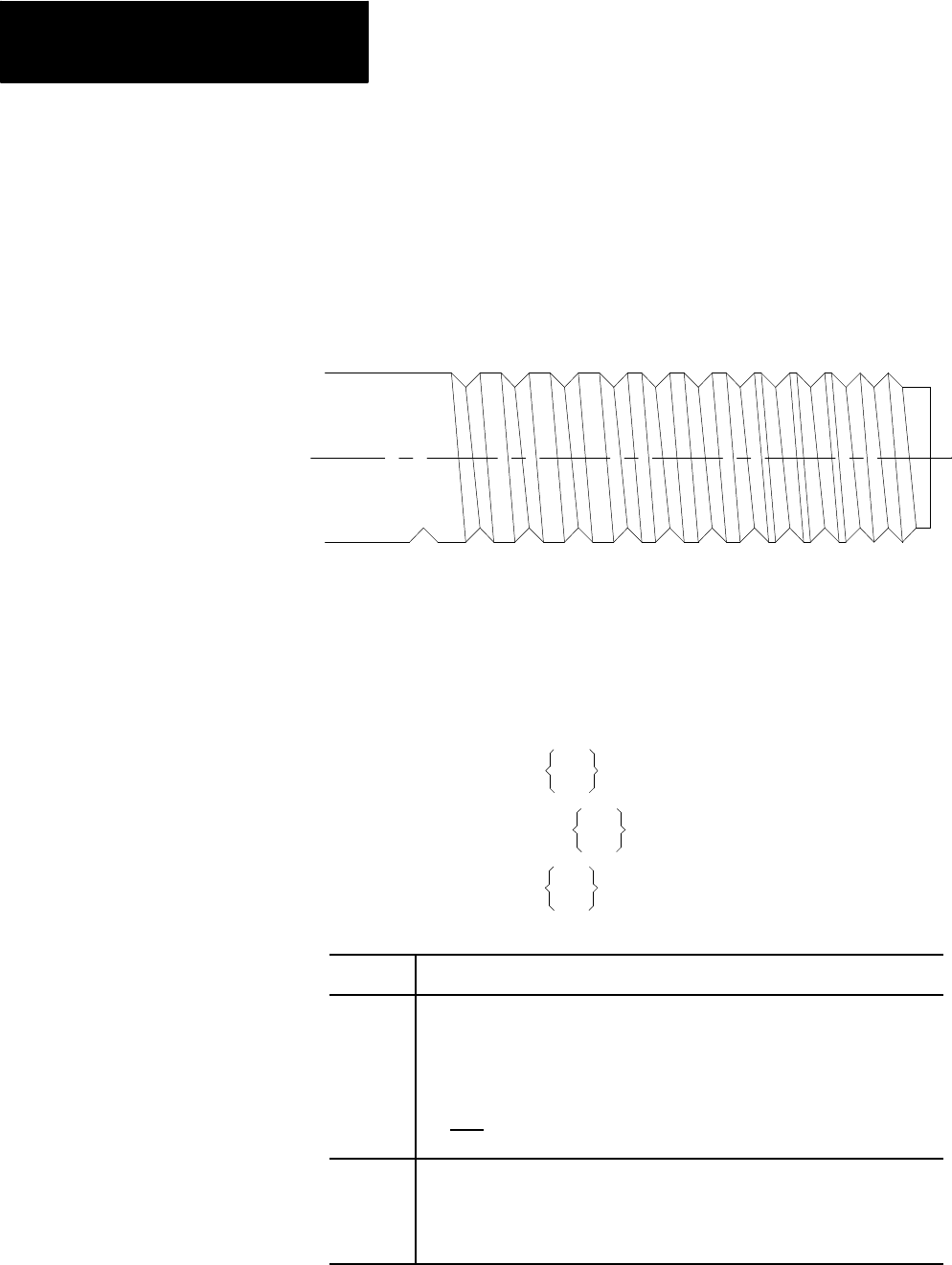
Figure 25.9
Variable Lead Thread
Important: Do not re-program the G34 command in consecutive threading
blocks. Doing so will cause the control to pause axis motion (possibly
damaging the thread) while the axis re--synchronizes with the spindle.
The format for the G34 threading mode is:
Parallel thread G34Z__ F__ Q__K__;
E
Tapered thread G34X__Z__ F__ Q__K__;
E
Face thread G34X__ F__ Q__K__;
E
Where : Is :
X This parameteris theend-point of the threadcutting movein the X axis. This
parameter maybe anincremental or absoluteand radiusor diameter value. If
not present, there must be a Z parameter. If an Xparameter is present, it
indicates eithera face, tapered, orlead-in thread. When used in aG34 block
without a Z parameter, a facingthread ismade parallelto theX-axis at theZ axis
position prior to theG34 block.
The initial minor diameter of anystraight or tapered threadis determinedby the
position of the X axisprior to theG34 block.
Z This parameter isthe end-point of thethread cuttingmove in the Z axis. This
parameter maybe anincremental or absolutevalue. If not present, there must
be an X parameter. When aZ parameteris usedin aG34 blockwithout an X
parameter, the threading pass is madeparallel tothe Z-axisat whatever X
position the tool tipwas at prior tothe G34 block.
25.4
Single Pass Variable Lead
Thread Cutting (G34)