
Manual










Thread Cutting
Chapter 25
2
5
-
1
8
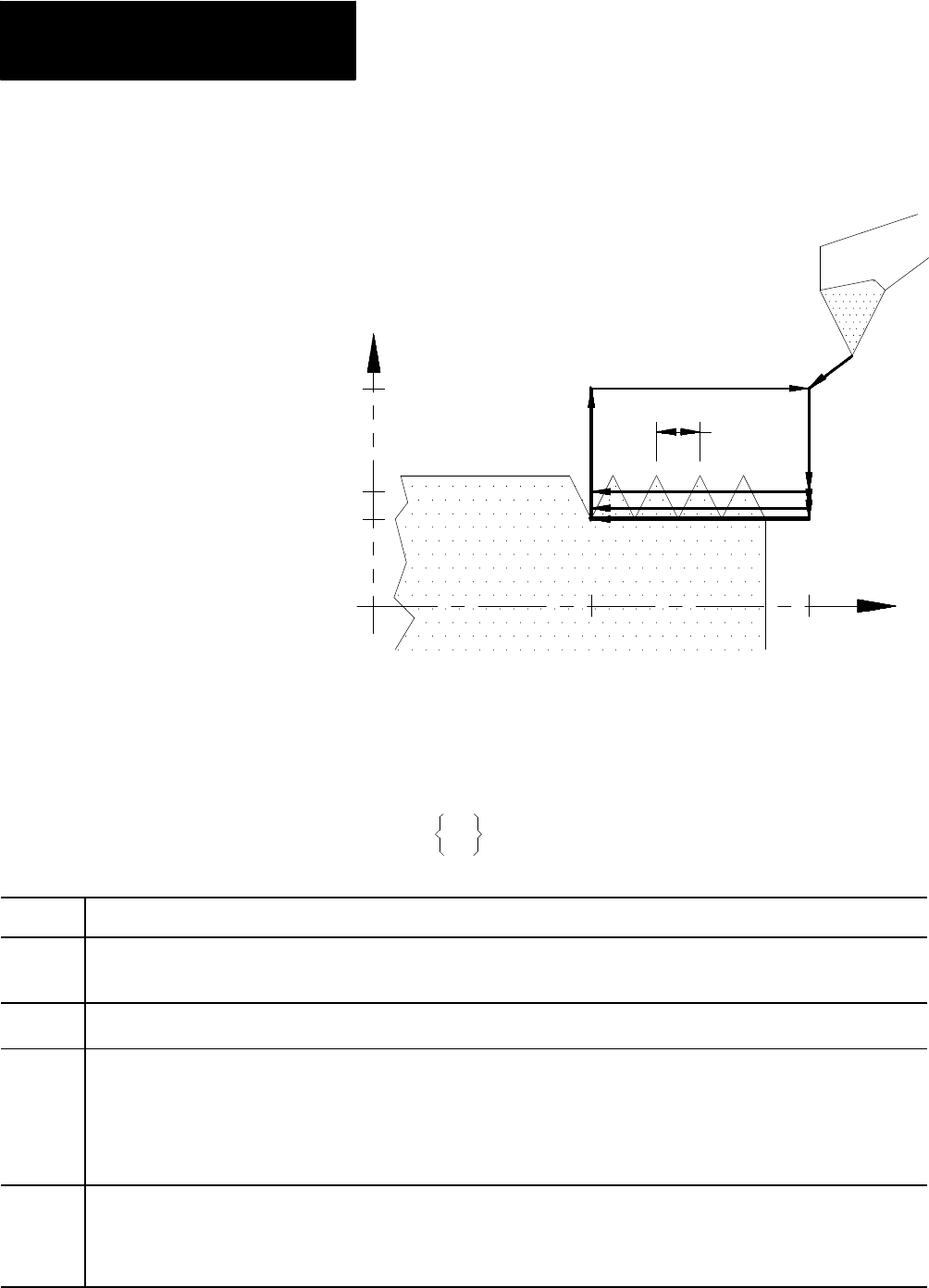
Figure 25.12
Results of G21 StraightThread Cutting Example
Z
X
4.3
4.8
10.0
0.5 lead
10.0
5.0
Taper Thread Cutting
This format is for programming a single pass tapered threading cycle:
G21X__Z__I__ F__ ;
E
Where : Is :
X This parameter isthe endpoint of the threadcutting move in the X axis. This parameter maybe an incremental orabsolute andradius
or diameter value. This isthe depththat the Xaxis movesto beforestarting thethread cuttingpass. This valuemay bereplaced inany
block followingthe G21block whilethe G21mode isactive.
Z This parameter isthe endpoint of the threadcutting pass in theZ axis. This parameter maybe anincremental or absolutevalue.
Z parameters are alwaysentered asradius values.
E F This parametermay beentered byusing either an E- or F-word. It represents thethread leadalong theaxis withthe largest
programmed distance to travel to makethe threadcut. It is mandatory whencutting anythreads.
If the E-word is programmed, itsvalue (signignored) isequal to the number of threadsper inch or inchesper thread(determined in
AMP) regardlessof whether inch or metricmode isactive at thetime.
If the F-word is programmed, itsvalue (signignored) isthe threadlead ininches per revolutionor millimeters per revolution, depending
on the mode in whichthe control isoperating.
I This isthe changein radiusof the thread(on theX axis) that thethreading passmakes asit reaches theend point of thethread cutting
pass. The endpoint is the X position programmedwith theX-word. I is anincremental, signed distance(+ or-) added to theX
parameter todetermine thestart point of the threadingpass onthe X axis. If a chamfer is being cut at the endof the threadcutting
pass, it does not affect the value programmedhere. This parameter shouldbe enteredas if nochamfer was beingcut. I parameters are
always enteredas radiusvalues regardlessof the current mode. I is alwaysan incrementalvalue regardlessof the current mode.