
Manual










Drilling Cycles
Chapter 26
26-6
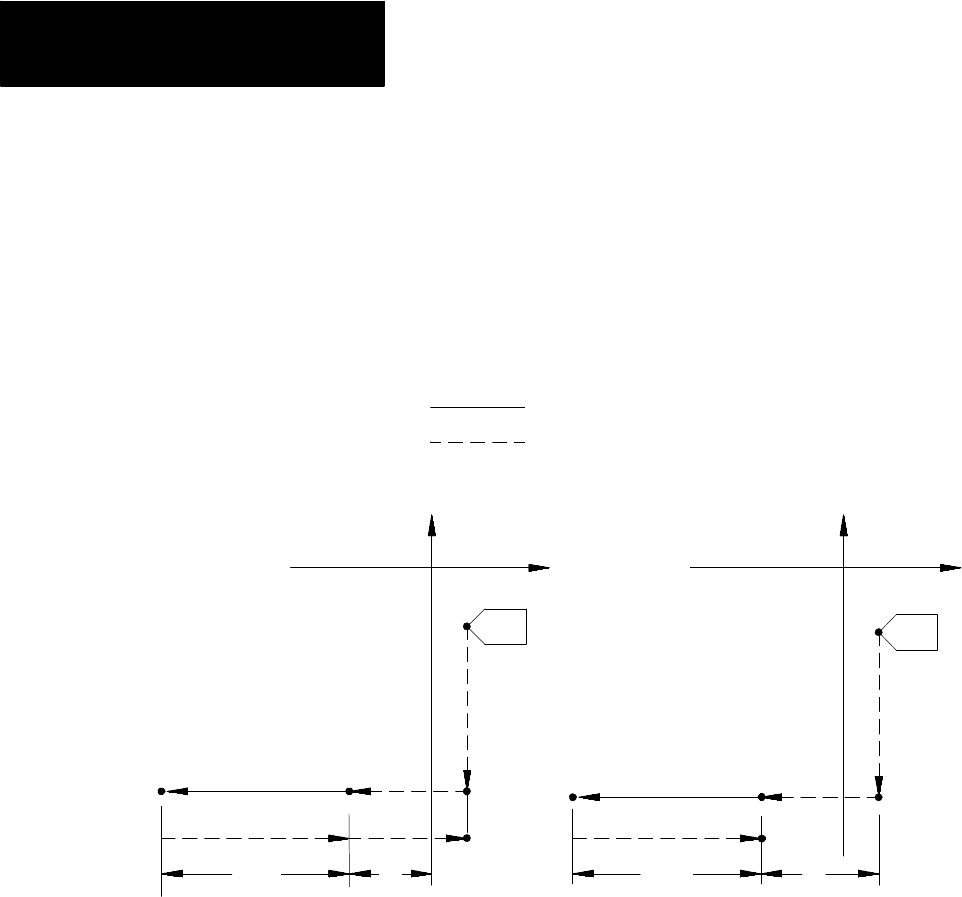
Figure 26.3 shows the two different modes available for selecting the
return level in the Z axis after the hole has been drilled. These two modes
are selected with G98 (which returns to the same level the cycle started at)
and G99 (which returns to the level defined by the R point).
Figure 26.3
Drilling Cycle Parameters in G98 or G99 Modes
Cutting feed
Rapid feed
G98 Initial point return
G99 R - Point return
Z
0
Z
0
Z R Z R
R point level
R point level
X X
Important: If your system is configured to use lathe G code system “A”
(selected in AMP), you can not program a G98 or G99 to change between
initial and R point returns. Lathes with G code system “A” always use the
R point return type (as if in G99 mode).
Important: In the following sections, figures and examples are assumed
to be programmed in the incremental mode (G91) and initial point return
mode (G98).