
Manual










Chapter 30
Using a 9/Series Dual--Processing System
3
0
-
4
0
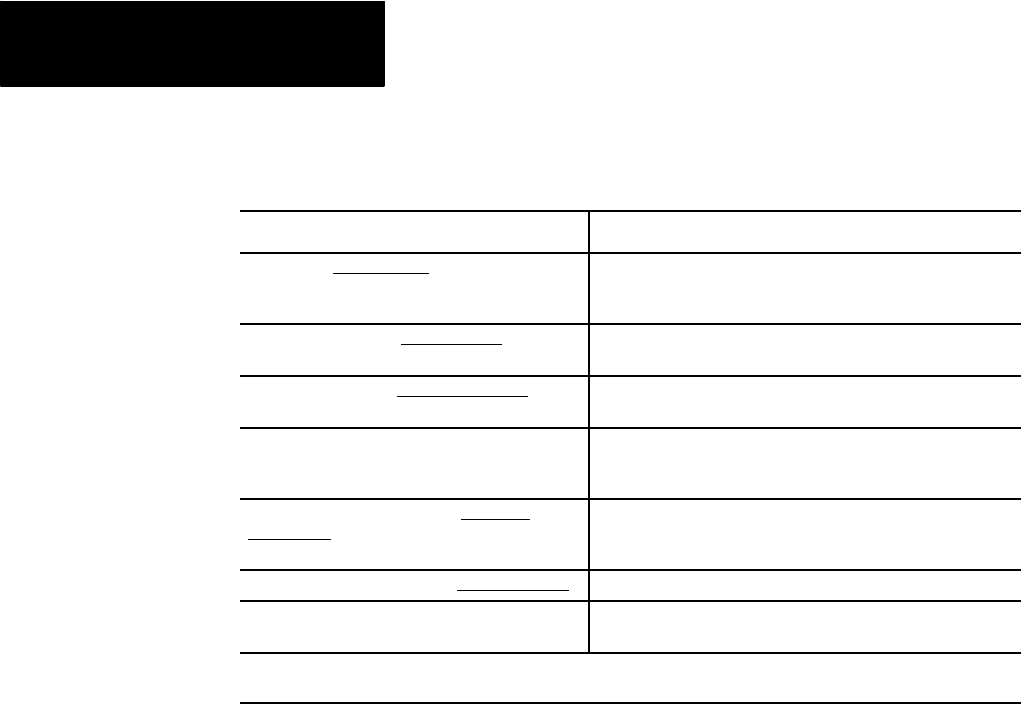
Other restrictions are as follows:
If the dual-axis is currently: Then:
performing a manual motion(including
continuous, incremental, or handwheel jog,
homing, jog on the fly, or angled jogs)
the request to decouple that axis is ignoreduntil themanual
motion is completed
¶
being positioned by thePAL axis mover the request to decouple that axisis ignored until the PAL axis
mover hascompleted movingthe dual--axis
¶
in the active plane andcutter compensation is
active
the request to decouple that axis is ignoreduntil theplane is
changed or cutter compensation isdeactivated
¶
used to perform CSS calculations(the dual--axis
has beenassigned asthe CSSaxis andthe
control iscurrently inCSS mode)
the request to decouple that axis is ignoreduntil CSSmode is
canceled
¶
in a process that isperforming a jog retract or
block retrace
the dual axes cannot be decoupled. This isindependent of
whether thedual--axis isinvolved inthe jogretract or block
retrace operation
¶
in a process that isperforming aprogram interrupt a dual--axis cannot be switchedinto orout of the process
¶
involved in a modal fixed cycle(such asdrilling,
turning, threading, or 7300cycles)
the request to change processes is ignoreduntil thecycle is
canceled
¶
¶ The request for anaxis tochange processesis ignoreduntil theprohibiting featureis completed or canceled.
Then the change in process onlytakes placeprovided therequest for theaxis change is still true.
When coupled all axes of a dual group are programmed by the name of the
AMPed master axis. Axes in a dual--axis group can be programmed as
independent axes once they have been decoupled. Once decoupled each
axis gets its own independent axis name and integrand letter (defined in
AMP) as opposed to the dual--axis group name and integrand used to
program the axis when coupled. For example a dual group consisting of
two axes is programmed with a X axis name. Once the dual group is
decoupled both axes in the dual group are programmed with their own axis
name X and W.
Important: Once an axis has been decoupled from the dual group it still
retains many traits from the original dual group. Features such as acc/dec,
CSS, radius/diameter axis, maximum feedrates, jog feedrates and jog
increments are all adopted from the original group.
Shared axes that have been decoupled from a dual group can change
processes. Once a shared axis is controlled by another process it can not
be recoupled with the dual group until it returns to its original default
process.
Slave axes can be defined in active primary or parallel planes (G17, G18,
or G19) however the plane containing a slave axis can not be activated
unless the dual group is decoupled, and the slave axis is in the process
requesting the plane.
30.7.2
Independently Programming
Dual-Axis Members