
Manual










Allen-Bradley 7300 Series CNC
Tape Compatibility
Appendix D
D-4
The format for the G28 block is:
G28__D__X__Z__F
Where: Specifies:
D finalthreading depthor roughing depth. For AbsoluteProgramming mode(G90), this
parameter isprogrammed asan X axisposition. For Incremental Programming mode
(G91), this parameteris programmedas adistance measuredparallel tothe Xaxis from
the initial work surface.
X depthof first thread cuttingpass or first roughingpass. For Absolute Programming
mode, the initial depth isprogrammed asan Xaxis position. For Incremental
Programming mode, this initial depthis programmedas adistance measuredparallel to
the X axis from theinitial worksurface.
Z thedistance betweenthe startingpoint and theinfeed endpoint onthe Zaxis. Not
programming a Z or programming aZ that doesnot create anyaxis motionresults ina
plunge infeed. A plunge infeedmoves thetool directlyinto thepart with noZ component
in the move.
Programming a Z that is different thanthe startingpoint Z location generates atapered
infeed. For threads that arecut with taperedinfeed, the toolis fedinto thepart at an
angle comprised of both X and Zmotions. The angleis determinedby thelinear
intersection of the start point and the endpoint. The endpoint isdetermined bythis
parameter onZ axisand finaldepth isdetermined byD.
F feedrateof the plungeor compound infeed. The infeed rate is programmed inthe
units/inches perminute (IPM)in theinch mode, or millimeters/minute (MMPM) inthe
Metric mode.
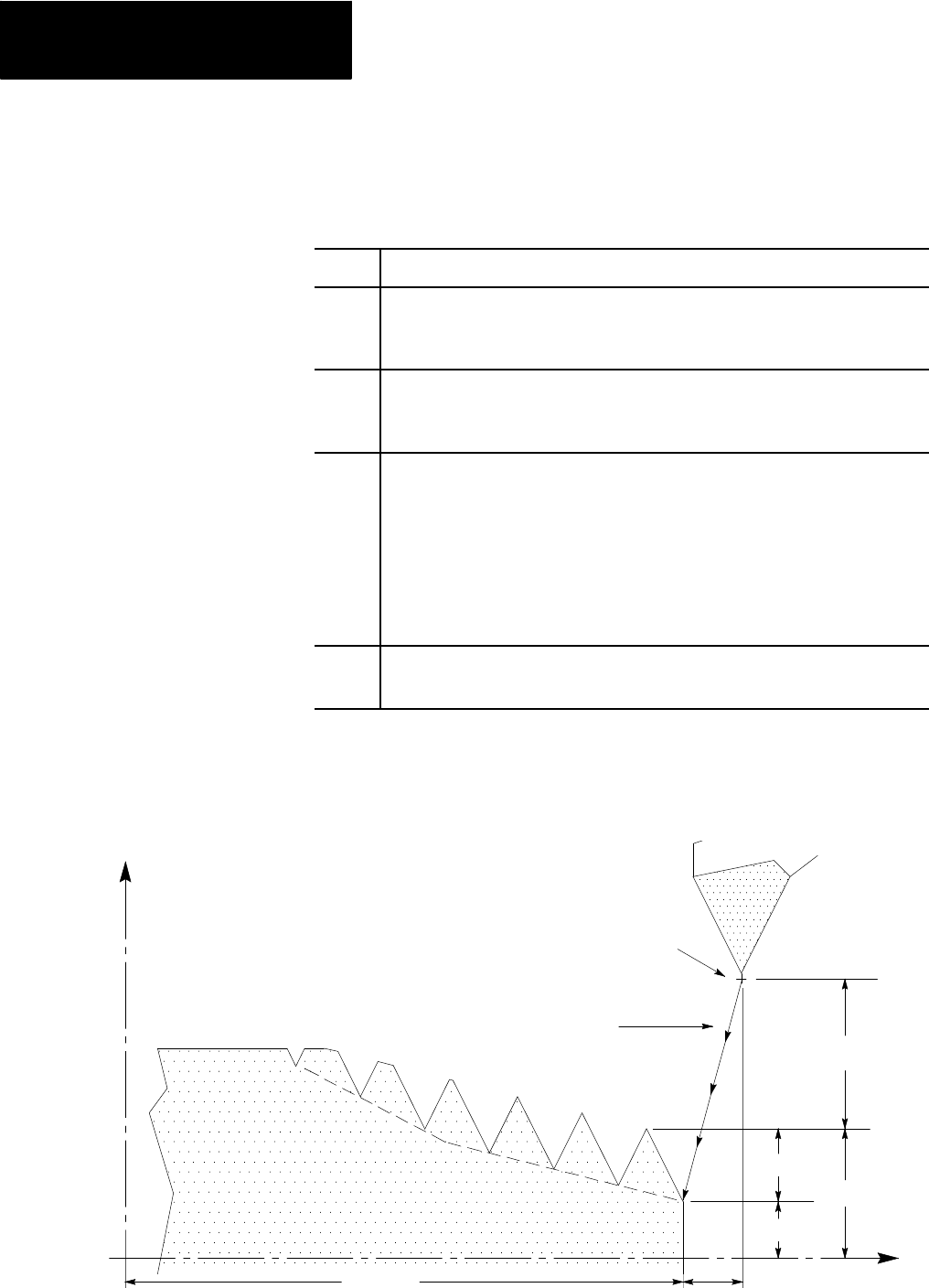
Figure D.1 illustrates these parameters.
Figure D.1
G28 Multi-pass Thread Cutting Parameters
(Absolute/Incremental Programming Mode)
X
Z
X abs.
D abs.
X inc.
Z
a
b
s
.
Z inc.
D inc.
Starting point
1st pass
2nd pass
3rd pass
Tapered infeed