
Service Bulletin

Customer Service Bulletin
Commercial Business Group
Reelmaster
®
216 and 216-D Cutting Units
Model/Serial Range: Model Number: Serial Numbers:
03450 00000-99999
Subject: Weihle Roller (92-1846) bearing binds after adjustment.
As the roller bearings are adjusted to compensate for wear, the bearing cage may make
contact with the roller housing. Contact between the bearing cage and the housing will
prevent the roller from rotating freely and could cause the roller to skid during operation.
Extended bearing performance and service life are possible, if a counter-bore is added as
described below.
REELMASTER 216 Wiehle Roller (92-1846)
To add Counter-bore (or chamfer):
1. Secure roller housing in a vice and remove
the roller shaft, seals, and bearings.
2. To simplify outer race removal, use an
electric arc welder to shrink the bearing
race. Only a small arc in one location on the
race is required.
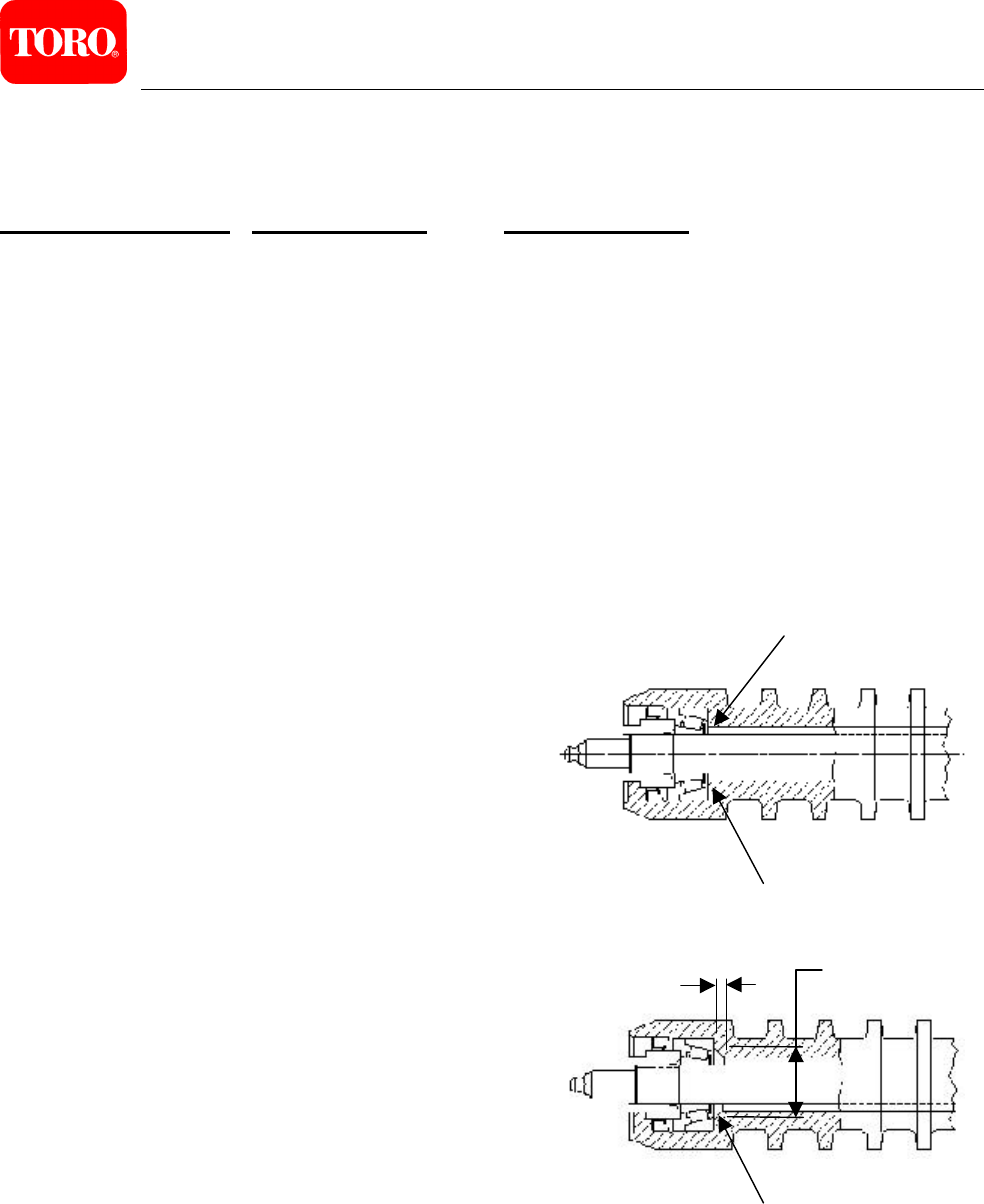
3. Use a die grinder to grind a counter-bore as
shown in the illustration below. Counter-
bore should be 1
5
/
16
" (33 mm) diameter
and
1
/
16
-
1
/
8
" (1.5 - 3.0 mm) deep.
4. Clean grinding dust and debris from the
housing.
5. Assemble the roller using new replacement
bearings, races, seals, and nuts. Use a
press to seat the outer races into their
bores.
6. Tighten nuts while rotating the roller to seat
the bearing cone in position.
7. Loosen the nuts and then tighten again to
provide 5 in-lb (5.8 KgCm) rolling torque.
Contact may occur between
Bearing Cage and Roller
Counter-bore not present
1 5/16” (33mm)
1/16 -1/8 in.
(1.5-3.0mm)
Counter-bore added
Ref: 14-05 Copyright
, 1995. The Toro Company